简单介绍一下不锈钢水槽的生产工艺。不锈钢水槽的生产一般包括原材料的选择、生产工艺、表面处理等,一般需要这三个步骤,其中原材料的选择和生产处理工艺是最重要的。
原材料的选择
目前国内不锈钢水槽厂家常用的不锈钢材料为0.8-1.0mm厚的不锈钢板,最适合水槽的生产。如果板材太薄,会影响水槽的使用寿命和强度。如果盘子太厚,很容易损坏洗过的餐具。

生产工艺
不锈钢水槽的处理工艺主要有两种:焊接和一次成型。
1.焊接方法
焊接方法是将坡口面和坡口体分别冲孔,然后通过焊接将两者连接起来,并对焊缝表面进行填充和抛光。一般正面没有焊接痕迹。这种生产加工方法工艺简单,可以通过小型冲床设备和简单的模具来实现。一般采用0.5-0.7mm不锈钢板。这种加工方法在生产过程中损失较小,成本相对较低。因此,这种方法生产的不锈钢水槽价格相对较低。现在只要是正规厂家的产品,焊接工艺都是数控波阻焊焊接,质量过关。有两种方法:
1)首先是盆与面板的环焊,也叫缝焊(底焊)。
它的优点是外形美观。经过严格处理,不易发现焊缝,水槽表面平整光滑。缺点是一些消费者怀疑它的坚固性。事实上,目前的焊接技术主要包括亚弧焊和最先进的数控电阻焊,质量已经过关。这种焊接方法的缺点是耗材过多,必须冲两块钢板。
2)另一种是将两个单盆对焊成一个,也叫对焊。
优点是台盆与面板一体拉伸成型,坚固耐用。缺点是焊接痕迹容易看到,平整度稍差。事实上,有些所谓的一步式双水槽不是用一块材料冲压而成,而是由两个单水槽拼焊而成。购买时可以注意焊点在两个水槽的中间,从反面可以看到。一个盘子被冲入两个水槽。世界上没有这样的技术。对焊锅最难做的就是保证锅的表面平整。如果能保证,那真的是最好的办法。因为它使用与整体拉伸相同的材料,所以也可以解决连体拉伸的拉伸问题。
水槽的焊接质量是影响水槽寿命的最关键因素。良好的焊接可以防止生锈和脱焊。焊接应平整、平整、严密,无虚焊、锈斑、毛刺。深度超过18cm的双盆全部焊接。因为双盆罐同时拉伸超过18cm(罐的深度,不是罐和罐边的总高度),是加工工艺的极限深度。
2、一次成型整体拉伸法(主要用于单槽)
这种不锈钢水槽的加工方法是用整张材料制作的,对加工设备和模具的要求比较高。由于一次性成型对板材的质量和延展性要求较高,一般采用0.8-1mm厚的不锈钢板冲压而成。采用整体模具和进口冲床设备。由于一次性成型法生产中板材边缘切割损失大,模具和设备投资高,成本高。因此,这种方法生产的不锈钢水槽价格较高。
一次性成型制造工艺非常流行,其制造工艺难度大。这种生产工艺要求很高,其中一体成型工艺是一个特别重要的工艺,对钢板材料的要求很高。解决了盆体焊接造成的焊缝不能承受各种化学液体(如清洁剂、不锈钢清洁剂等)腐蚀的渗漏问题。但是将盘子冲入水槽有很多缺点,例如:
1)成型水槽整体厚度不均匀,比较薄,多为0.7mm左右。该技术目前还没有被克服,水槽底部太薄,较好的水槽厚度应为0.8-1.0mm。
2)水槽不能太深。因为太深,水槽的壁面会太薄而破碎,太浅的水容易溅出,使用起来很麻烦。
3)拉伸水箱一般需要高温退火,一般在1200度以上的温度。经过这样的处理,水箱的刚性自然会减弱,水箱的硬度肯定会受到影响。
4)在边缘处理方面,整体拉伸盆一般为单层翻边。一方面,很可能会割伤安装工人的手。最重要的是没有“加强筋”,重量也不够好。同时,也很难达到封水的效果。
5)整体拉伸板不易平整。
6)成本太高。由于对材料和工艺要求极高,单台盆的成本无形中增加。
一次性成型水槽的优点是材质优于焊接水槽,工艺复杂,加工难度大。水槽焊接工艺简单,板材一次成型不好,但相对价格便宜一点,底板的厚度也比一次性成型厚一些。简单地说,焊接水槽和一体式水槽在使用上没有区别。但由于工艺原因,一体式不锈钢水槽不能做得太深,存在溅水的问题。一体式水槽最突出的优点是不会因水槽的焊接缝隙不被多种化学液体(如清洁剂、不锈钢清洁剂等)腐蚀而产生漏水问题。但是这个优势因为保质期长已经没有任何优势了。
表面处理
目前不锈钢水槽的表面处理工艺有四种:一种是磨砂(拉丝),一种是喷砂(亚光珠光银表面),第三种是抛光(镜面),四种是压花。
1.蒙砂(拉丝)
目前,不锈钢水槽加工行业应用最广泛的表面处理工艺是磨砂(拉丝)。有的厂家做的磨砂工艺比较简单,成本也很低。只需使用砂轮抛光即可。这类客户对材料表面的要求不是很高。经多次抛光后,表面有少许缺陷已消除。
目前,无锡、浙江部分不锈钢经销单位已引进整辊油磨设备,提高了不锈钢水槽加工企业的门槛。需要更加注意产品的表面质量。当然,整辊的油磨也是对材料表面质量的考验,包括客户要求的表面加工风格、纹理方向等。在这种加工中容易出现的缺陷加工过程中因停机或更换皮带而引起的色差带、振动花纹以及花纹的压痕和深度。
2.喷砂(亚光珠光银面)
不锈钢水槽喷砂后的效果是珍珠亚光。它的优点是不粘油,而且非常漂亮。这种表面处理工艺在欧洲非常流行和流行。在一些家用电器的表面处理中,几乎所有的出口厂家都采用这种加工方式。喷砂主要采用抛丸玻璃珠,然后进行化学表面处理。
3.抛光(镜面)
抛光(镜面)是早期广泛使用的表面处理方式。然而,无论是初期依靠人工打磨,还是后期机械打磨,都是为了追求光滑反光的表面。表面越平坦,反射程度越高。抛光对材料本身的要求很高,加工过程中表面质量难以控制,也是最容易划伤的。而且时间长了,镜面效果就没有了。
4. 压花
浮雕风格是由浮雕材料制成。国内钢厂没有这种材料的库存,而且这种材料的生产技术也不是全钢厂都具备的,所以成本比较高。压纹材质非常耐磨。我个人认为,如果这种材料的普及程度能像其他表面处理材料一样受到欢迎,也将得到市场的认可。

不锈钢水槽的具体成型工艺
1、拉伸成型
1)机器:一般采用较大吨位的液压机(200T)或以上来拉伸板材。
2)模具:角度不宜太直,一般直接在φ10以上,结构要合理。
3)材质:一般要求板材的厚度在0.8-1.0mm以内。如果超过这个范围,即使是500T的液压机也会很弱。
4)热处理:整体拉伸水箱一般需要高温退火处理,一般在1200度以上,以消除拉伸后的内应力。
5)表面处理:拉丝、抛光、抛光(一般光滑)。
6)工艺:在模具中加入拉丝油后,板材可以顺利拉伸,成型后退火处理,表面处理。
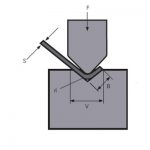
2.手工成型
1)机器:一般采用折弯折弯机、液压成型机、氩弧焊机进行焊接。
2)夹具:折弯夹具、液压机模具。
3)材料:由于工艺采用折弯,板材的厚度不受限制,一般根据经济性采用合理的厚度。
4)焊接:根据材料的厚度,可选择不同的焊接电流,例如220A以下的焊接电流用于1.2mm。
5)表面处理:拉丝、抛光、抛光(一般光滑)。
6)工艺:一般先将板材折弯成型,然后像折纸盒子一样焊接侧缝,最后进行表面处理。