剪板机常用于钣金加工行业。看似简单的剪切动作,其实包含了很多技巧,从刀片间隙的调整步骤到针对不同材质的调整技巧,甚至是刀片的选择。与剪切质量有关,下面将从多方面详细介绍剪切刀片间隙调整的相关内容。
刀片间隙调整手轮:(液压摆式剪板机)

电动调整刀刃间隙(液压剪板机)

不同剪板机的刀片间隙
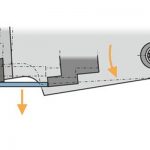
摆式剪板机配有快速刀片间隙调整机构,可根据不同板厚和材料调整有利于切割的刀片间隙,并配有准确的参数表供参考选择,获得满意的切割效果通过合理的刀片间隙保证质量。随着刀架的转动,摆梁式剪板机的剪切角度和剪切间隙会发生变化。
采用三点滚轮导向,通过蝶形弹簧对前滚轮的作用力,切割梁与两个后滚轮紧密接触。裁切时,系统会根据不同板材的需要,电动调整刀口间隙,以获得更好的裁切质量。

刀片间隙调整的区别
摆式剪板机具有手动调节刀片间隙的功能,只需转动手柄即可。剪板机具有电动调节刀片间隙的功能,通过该系统可以更方便、更准确地进行调整,有利于获得更好的剪切质量。

| 刀片间隙调整步骤 |
| 1.拆下下刀片,一块一块地清洗 |
| 2.刀片四面都可以使用,选择的一侧安装牢固。并检查刀片在水平和垂直方向的直线度。 |
| 3、上刀片是固定的,不能调整。我们通过调整下刀片来调整剪切刀片间隙。 |
| 4.找到下刀片的左右螺丝增加间隙,一般在最外侧。 |
| 5. 找到下刀片左右两侧的两个固定螺钉,推动下刀片以缩小间隙。它们上有锁定的备用螺母。一般来说,在里面。 |
| 6、松开下刀片台左右四个螺栓 |
| 7、上刀片通过手动转动下降到适当位置,操作人员到剪板机落料区开始调整 |
| 8、用塞尺从左手上下刀片的空余部分粗略调整到0.5mm |
| 9、手动转动使刀片向上移动到中间位置,粗调到0.5mm。 |
| 10、手动转动使刀片向上移动到上下刀不脱开的正确位置。中间位置粗略调整到0.5毫米。 |
| 11、手动将上刀片转动到合适的位置,开始微调。 |
| 12、用塞尺微调左手上下刀片不咬合的位置,直到塞尺的三根线能进入五根线。 |
| 13、手动将刀片向上转动到中间位置,开始微调,直到塞尺能进入三根线,五根线不能进入。 |
| 14、手动将刀片向上转动到右侧上下刀不脱开的位置,开始微调,直到塞尺能进入三线,五线不能进入。 |
| 15、剪板机刃口锋利时,如果剪板边缘有毛刺,可适当减小上下刀片的间隙。 |
常见问题及调刀技巧
最常见的金属板是:
1. 13mm以上的厚板。
2. 0.2~4mm的薄板。
3.花板。
4、高张力板(常用于汽车钣金)。
5.钛板
最常见的刀片问题是碎裂或工具凹痕。针对这些问题,首先要确定上下刀片的间隙。
刀片的调整技巧
调整刀片时,应将间隙设置为比板厚约2~3mm。也就是说,当你要切割5mm厚的板材时,应该从7mm或8mm开始调整,慢慢往下调整,当你切割出来的时候,板材的切割面呈现出1/3亮面和2/ 3 哑光表面,达到最佳切割效果。详细情况如下:


切割花板时的间隙设置比较棘手,必须从花板最凸点算出的最厚处进行调整,不能直接使用板厚。此外,将图案的凸面朝下切割可以延长工具的使用寿命。
此外,必须考虑板材的材质,尤其是切割不锈钢时。刀具必须锋利、耐磨且坚韧。因此,液压剪板机的刀片应加以讨论。除了刀口角度等外观设计和生产精度外,选用的材料也是影响刀具质量的关键因素。