液压折弯机/液压折弯机按同步方式可分为:液压同步扭力折弯机、数控折弯机和电液数控折弯机,并可分为以下运动类型:上动式、下动式.
折弯机折弯需要不同的方法来达到所需的预期结果。从形成风塔杆到复杂的电气柜组件,折弯机是制造商的重要工具,并且知道并非所有弯曲都是相同的,这是它们成功运行的关键。了解工艺、工具和材料(因为所有被弯曲的金属都会对每个弯曲工艺做出不同的反应)对于快速、重复地获得准确的零件至关重要。
液压同步力矩折弯机/液压同步力矩折弯机

双油缸控制滑块上下运动
机械扭矩同步
数控折弯机和电液折弯机


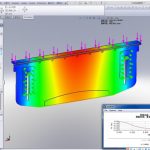
CNC折弯机:这些类型的制动器具有最高的精度和定制能力,利用计算机技术来控制精度并提高效率。使用 CNC 制动压力机时,弯曲角度、板厚、宽度和坡度等数据由训练有素的操作员输入控制器,其余部分由制动器轻松处理。
如何计算折弯机吨位

在折弯过程中,上下模之间的力作用在材料上,使材料发生塑性变形。工作吨位是指收音时的夸张压力。确定工作吨位的影响因素有:弯曲半径、弯曲方法、模具比、弯头长度、弯曲材料的厚度和强度等。
折弯机成型吨位计算相对容易。诀窍是知道在何处、何时以及如何应用它们。让我们从吨位计算开始,它基于材料中屈服断裂和实际弯曲开始的点。该配方基于具有 60,000-PSI 抗拉强度的 AISI 1035 冷轧钢。这是我们的基准材料。基本公式如下:

P:弯曲力(kn)
S:板厚(mm)
L:板宽(米)
V:底模槽宽(mm)

示例 1:
S=4mm L=1000mm V=32mm 查表得P=330kN
2、本表以强度Оb=450N/mm2的材料计算。折弯其他不同材料时,折弯压力为表中数据与下列系数的乘积;
青铜(软):0.5;不锈钢:1.5;铝(软):0.5;铬钼钢:2.0。
弯曲压力近似计算公式:P=650s2L/1000v
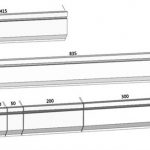
最小弯头尺寸:
A. 单折/弯曲:


B. 弯曲/折叠 Z


示例 2:
板厚S=4mm,宽度L=3m,ob=450N/mm2
一般槽宽V=S*8 因此P=650423/4*8=975(KN)= 99.5(Ton)
结果与弯曲力图表中的数据非常接近。
如您所见,计算折弯机吨位的方法#1 是基于低碳钢材料。
如果材料是不锈钢、铝或黄铜怎么办?
很简单,将上式计算的结果乘以下表中的系数:
| 材料 | 系数 |
| 软钢 | 1 |
| 不锈钢 | 1.6 |
| 铝 | 0.65 |
| 黄铜 | 0.5 |