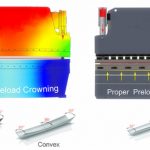
数控折弯机是钣金加工中的重要设备,其工作精度直接影响工件的折弯精度。折弯机在工件折弯过程中,折弯机在滑块两端受力最大,板材折弯时的反作用力使滑块下表面产生凹形变形。滑块中间部分变形最大,工件最终折弯角的大小在整个长度范围内变化。
工作台-满载-变形


为了消除滑块变形带来的不利影响,需要对滑块的挠曲变形进行补偿。常用的补偿方式有液压补偿和机械补偿,两者都使工作台中间产生向上的弹性变形,以抵消机床滑块的变形,保证了加工接合面的精度,提高了工件的精度。


模具安全系数分析图

两种补偿方式
1、液压补偿
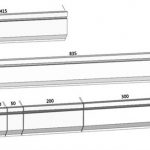
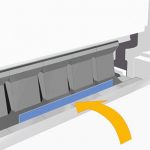
工作台的液压自动挠度补偿机构由一组安装在下工作台上的油缸组成。根据滑块的挠度补偿曲线和工作台有限元分析设计各补偿缸的位置和尺寸。液压补偿是通过前、中、后三块竖板之间的相对位移实现中性版的胀形补偿。其原理是通过钢板本身的弹性变形来实现凸出,因此补偿量可以在工作台的弹性范围内进行调整。

2.机械补偿
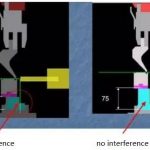
机械补偿由一组带有斜面的凸出斜楔组成,每个凸出楔都是根据滑块和工作台的挠度曲线在有限元分析的基础上设计的。数控系统根据工件弯曲时的负载力计算出所需的补偿量(该力会引起滑块和工作台立板的偏斜变形),并自动控制凸楔的相对运动,以有效地补偿滑块和工作台立板产生的挠曲变形,可获得理想的折弯工件。机械挠度补偿是通过控制位置实现“预碰撞”来实现的。一组楔子在工作台的长度方向上形成一条线。具有相同挠度的曲线使折弯时上下模间隙一致,保证折弯工件在长度方向的角度相同。