吨位是指弯曲时的弯曲压力。
折弯是在称为折弯机的机器上进行的,它有手动和自动两种模式。针对不同的板材和板材厚度,有从30T到2200T的一系列型号可供选择。弯曲角度由金属板压入下模的深度决定。精确控制该深度以实现所需的弯曲。液压折弯机通常配备一套标准模具。特殊工件需要用特殊模具定制。模具材料的选择取决于生产数量、钣金材料和弯曲程度。
在选择折弯机时遇到的第一个问题是如何计算折弯压力,这决定了您需要多少吨位来购买钣金折弯机。通常人们在计算液压板折弯机吨位时,可以参照下面的折弯机吨位图。
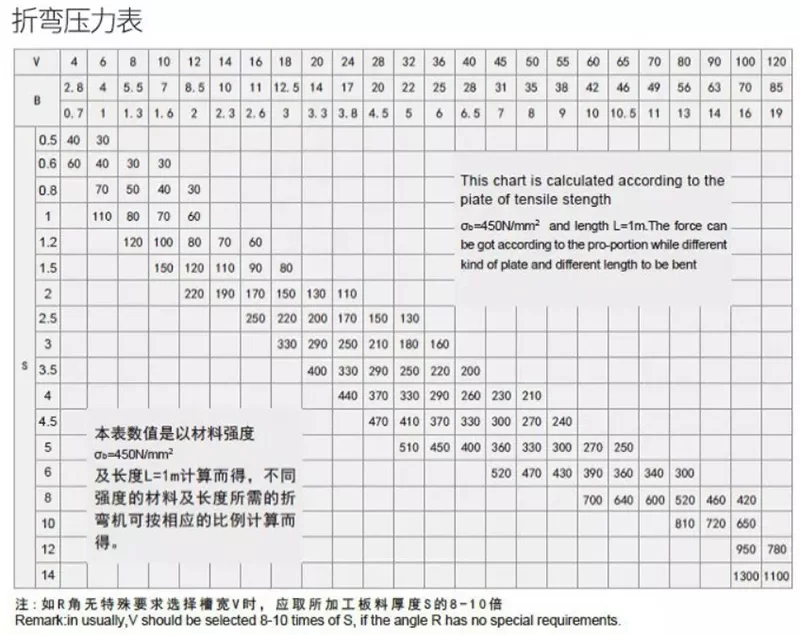
图表中的数值为板材长度为一米时的弯曲压力:
例如S=4mm L=1000mm V=32mm,查表P=330KN。此图表是根据抗拉强度和长度L=1m的板材计算得出的。弯曲不同的板材和长度时,可以根据比例得到力。折弯其他材料时,折弯压力为表中数据与下列系数的乘积。
青铜(软):0.5;不锈钢:1.5;铝(软):0.5;铬钼钢:2。
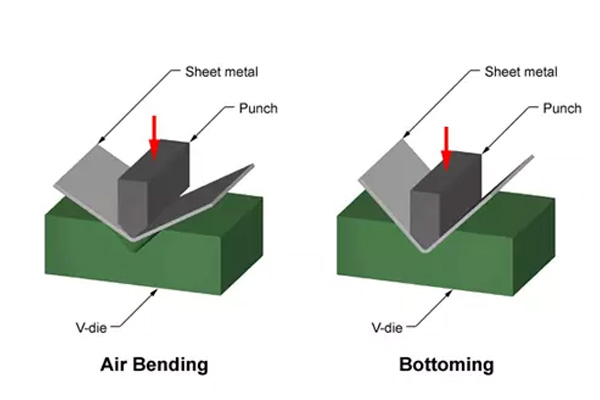
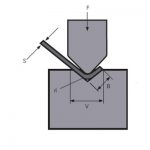
弯曲金属薄板所需的力是用V型弯曲法计算的,即用V型冲头将薄板压入V型模具。弯曲力可以通过板材厚度、模具开口、弯曲长度和材料的极限抗拉强度来计算。可以输入模具比来计算模具开度,一般为板厚的6~12倍。一般厚度为0-3mm时,我们使用6倍的板材厚度。当厚度为3-10mm时,我们使用8倍的板材厚度。当厚度超过10mm时,我们使用12倍的板材厚度。然后就可以根据计算出来的吨位来选择合适的钣金折弯机了。
弯曲压力的近似计算公式:
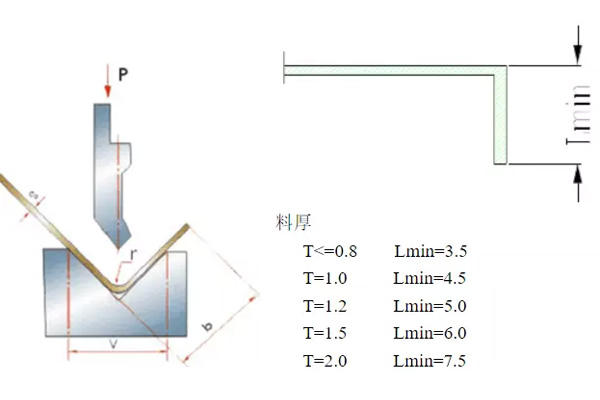
P:弯曲力(KN)
S:板厚(mm)
L:板宽(m)
V:V-底模宽度(mm) V为板厚的6-10倍。
最重要的是,当你计算折弯机吨位时,你会有两种方法:一种是查看折弯机吨位图表,另一种是使用公式。
比如你的盘子是S=3mm L=3m,那么你需要多少吨呢?
首先,我们查看折弯机吨位图表,当 S=3mm L=1m V=24mm P=250KN 时。
所以,如果L=3m,总吨位就是250KNx3m=750KN=75Ton。
然后我们尝试公式,=73Ton。结果类似于我们从图表中得到的值。如果板材是不锈钢,总吨位为75Ton x2=150Ton。
假设最厚的材料是1/4英寸,10英尺的自由弯曲需要165吨,有底模弯曲(矫正弯曲)至少需要600吨。如果大部分零件都是5英尺或更短,吨位几乎减半,大大降低了采购成本。零件的长度对于确定新折弯机的规格非常重要。
中瑞是中国十大折弯机制造商,提供专业的折弯机折弯机知识和高品质的折弯机销售。如果您有任何需求,请立即联系我们!