1. 了解折弯过程:简单的事实

弯曲余量 = 角度 * (T/180)*(半径 + K 系数 * 厚度)弯曲补偿 = 弯曲余量-(2 * 回缩)
内退角 = tan(角度 / 2)*半径外退角 = tan(角度 / 2)*(半径 + 厚度)

1) 在弯曲零件上获得的半径会影响我们必须将该零件切割到的长度(弯曲前)。
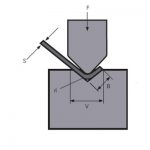
2) 弯曲获得的半径 99% 取决于我们选择使用的 V 开口。
在设计零件之前,当然在开始切割毛坯之前,我们必须确切地知道我们将使用什么 V 开口来弯曲折弯机上的零件。

2. 半径如何影响毛坯
较大的半径会将我们零件的腿“推”到外面,给人一种毛坯被切割“太长”的印象。
较小的半径将需要比半径较大时必须切割“稍长”的毛坯。

3. 弯曲余量

上图展开的空白计算如下:
B = 150 + 100 + 60 + BA1 + BA2
如何计算 BA1 和 BA2:
计算弯曲余量
一旦通过变平重叠,我们需要从两条腿上减少的部分,就是我们通常所说的“弯曲余量”(或等式中的 BA)。

弯曲余量公式
弯曲至 90° 的 BA 公式

从 91° 到 165° 弯曲的 BA 公式

iR= 内半径
S=厚度
Β = 角度
Π = 3,14159265…。
K = K 因子
K因子
在折弯机上折弯时,钣金的内部被压缩,而外部则被拉伸。
这意味着存在纤维既不压缩也不延伸的片材的一部分。我们称这部分为“中性轴”。

从弯头内侧到中性轴的距离就是我们所说的K因子。
这个值是我们购买的材料附带的,不能更改。
该值以分数表示。 K 因子越小,中性轴越接近板材的内半径。

K 因子 = 微调
K 因素影响我们展开的空白。不及零件的半径,但我们可以将其视为对毛坯的微调计算。
K 因子越小,延伸的材料越多,因此“被推出”……。这意味着我们的腿会变得“更大”。
估计 K 因子
大多数时候,我们可以在微调空白计算时估计和调整 K 因子。
我们需要做的只是一些测试(在选定的 V 形开口上)并测量零件的半径。
如果您需要确定更精确的 K 系数,以下是用于确定弯曲的精确 K 系数的计算。

K因子:一个公式

解决示例:
B = 150 + 100 + 60 +BA1 + BA2
K因子估计
B1:R/S=2 => K=0,8
B2:R/S=1,5 => K=0,8
两个弯曲都是 90° 或更小:

意思是:
B1 = 3.14 x 0.66 x (6 + ((4×0.8)/2) – 2 x 10
B1 = -4.25
B2 = 3.14 x 0.5 x (8 + ((4×0.8)/2) – 2 x 12
B2 = -8.93
所以:
B = 150 + 100 + 60 + (-4.25) + (-8.93)
B= 296.8 毫米