近年来,金属刹车折弯机在各行业得到广泛应用,折弯机的加工范围不断扩大。但是,对于弯曲力的计算,目前还没有系统的讨论。目前各折弯机厂家的手册中推荐的折弯力计算公式大致有两种。
![]()
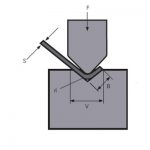
P——弯曲力,KN;
S——板材厚度,mm;
l——板材的弯曲长度,m;
V——下模口宽度,mm;
σb——材料抗拉强度,MPa。
厂家推荐的弯曲力参数表也是按上式计算的。
弯曲力计算公式的推导过程及适用范围
图1是板材折弯时的工作示意图。下面介绍弯曲力计算公式和两个附加参数条件的推导过程。首先,产品手册中有这样的建议。在自由弯曲中,选择的下模开口宽度 V 是板厚 S 的 8 到 10 倍。这里我们取纵横比 。

图1 折弯示意图
P——弯曲力
S——板材厚度
V——下模开口宽度
r - 板材弯曲时的内半径
K——弯曲变形区水平投影的宽度![]() =9
=9
其次,制造商在折弯力参数表上列出了折弯工件的模具宽度V和内径r的对应值。一般r=(0.16~0.17)V。在这里,直径与宽度的比率 ![]() =0.16.
=0.16.
在钣金折弯过程中,变形区的材料处于高塑性变形状态,绕中心线成一定角度弯曲。在弯曲区的外表面上,在某些情况下可能会出现微裂纹。在变形区的截面上,除中心层附近外,其他点的应力均接近材料的抗拉强度。中性层上部受压,下部受拉。图 2 显示了变形区的横截面和相应的应力图。

图2 应力图
S——板材厚度
l——板材弯曲长度
变形区横截面上的弯矩为:

机器在变形区的弯曲力产生的弯矩为(见图1):
![]()
从![]()
![]()
在折弯机上使用通用模具进行自由折弯时,大部分钣金折弯90°。如图 3 所示。K 为:
![]()
将K代入等式(1),我们得到:

普通材料的抗拉强度σb=450N/mm2,将式(2)代入:
![]()
由推导过程可以看出,当使用式(2)或式(3)计算弯曲力时,两个附加的
需要满足上述参数条件。也就是纵横比![]() =9,径宽比
=9,径宽比![]() =0.16,否则会造成很大的误差。
=0.16,否则会造成很大的误差。

图 3 自由弯曲
S——板材厚度
r - 板材弯曲时的内半径
K——弯曲变形区水平投影的宽度
计算弯曲力的新方法和步骤
由于设计或工艺要求,有时很难同时满足以上两个附加要求。此时,不应使用推荐的计算公式来计算弯曲力,而应按以下步骤进行。
(1)根据板厚S、弯曲半径r、下模开口V,分别计算出宽厚比和径宽比。
(2)根据板材的变形量计算变形区的投影宽度。
(3) 应用公式(1)计算弯曲力。
在计算过程中,考虑了弯曲半径的差异和相应变形区的变化。由此计算的弯曲力比通常推荐的公式计算的结果更准确可靠。现在举一个例子来说明,如图4所示。

图 4 新的计算方法
已知:板厚S=6mm,板长l=4m,弯曲半径r=16mm,下模开口宽度V=50mm,材料抗拉强度σb=450N/mm2。求自由弯曲所需的弯曲力。
首先,求纵横比和径宽比:
![]()
其次,计算变形区的投影宽度:

最后,使用等式(1)求弯曲力:
![]()
如果使用通常推荐的公式来计算弯曲力:
![]()
从 ![]() = 1.5,可以看出两者相差1.5倍。产生这个误差的原因是本例中的弯曲半径比较大,相应的变形面积增加了,所以弯曲时需要更大的弯曲力。本例中,径宽比=0.32,已经超过了上面介绍的参数的附加条件。用通常推荐的公式来计算弯曲力显然是不合适的。您可以从这个示例中看到新计算方法的优势。
= 1.5,可以看出两者相差1.5倍。产生这个误差的原因是本例中的弯曲半径比较大,相应的变形面积增加了,所以弯曲时需要更大的弯曲力。本例中,径宽比=0.32,已经超过了上面介绍的参数的附加条件。用通常推荐的公式来计算弯曲力显然是不合适的。您可以从这个示例中看到新计算方法的优势。
结论
这里介绍的计算折弯力的步骤和公式,不仅适用于钣金的角度折弯,也适用于圆弧折弯(严格来说应该称为超大弯曲半径的角度折弯)。需要指出的是,当板材弯曲成弧形时,模具的形状是特殊的。在计算变形区的投影时,必须根据工艺过程中设定的工艺参数进行计算,不能用简单的公式来表示。
在设计弧形模具时,采用本文介绍的方法计算弯曲力,可以得到满意的结果。